Дж. Гордон
Почему мы не проваливаемся
сквозь пол
Перевод с английского С.Т. Милейко
Опубликовано издательством "Мир", Москва, 1971
Часть III. МЕТАЛЛЫ
Глава 8. Пластичность металлов, или интимная жизнь дислокаций.
Чем плохи вязко-упругие материалы
Торможение трещин дислокациями и коррозия под напряжением
Пластичность кристаллов
Краевые и винтовые дислокации
Наблюдение дислокаций
Ползучесть и жаропрочность
Глава 9. Железо и сталь, или Гефест средь чертовых мельниц.
Железо
Чугун
Пудлинговое железо
Сталеварение
Бессемеровская сталь
Мартеновская сталь
Глава 8
ПЛАСТИЧНОСТЬ МЕТАЛЛОВ,
или
ИНТИМНАЯ ЖИЗНЬ ДИСЛОКАЦИЙ
Железныя рудокопи доставляют
человеку превосходнейшее и зловреднейшее орудие. Ибо сим
орудием прорезываем мы землю, сажаем кустарник,
обрабатываем плодовитые сады и, обрезая дикие лозы с виноградин,
принуждаем их каждый год юнеть. Сим орудием выстраиваем мы
домы, разбиваем камни и употребляем железо на все подобный
надобности. Но тем же самым железом производим брани, битва
и грабежи и употребляем оное не только в близи, но и мещем
окрыленное в даль, то из бойниц, то из мощных рук, то в виде
оперенных стрел. Самое порочнейшее, по мнению моему, ухищрение
ума человеческого. Ибо, чтобы смерть скорее постигла человека,
сделали ее крылатою, и железу придали перья. Того ради да
будет вина приписана человеку, а не природе. Некоторыми опытами
доказано, что железо может быть безвредно. В мирном союзе,
дарованном Порсеною римскому народу, по изгнании Царей, нахожу
я именно сказанным: чтобы железо употреблять не на иное что,
как на земледелие.
Плиний Старший.
" Естественная история"
Перевод В. Севергина, С.-Петербург, 1819.
Выше мы говорили о том, как можно повысить вязкость упругих
материалов, подчиняющихся закону Гука вплоть до момента разрушения.
Описанный в главе 4 механизм является практически единственным
для получения полезной вязкости неметаллических материалов,
и, как мы уже говорили, живая природа, по-видимому, целиком
уповает на него, по крайней мере в своих достаточно жестких
материалах, таких, как древесина и кость. Другое дело вязкость
металлов - она не имеет, насколько мне известно, аналогий
в живых организмах. Механизм сопротивления металлов хрупкому
разрушению обычно называют пластичностью.
Пластичность определяется тем, насколько форма кривой напряжение-деформация
отклоняется от закона Гука. В главе 3 мы уже подробно говорили
о концентрации напряжений, этом проклятии для инженеров,
с которым должна бороться вязкость. Как правило, в оценках
концентрации исходят из того, что материал следует закону
Гука. Мы говорим о концентрации напряжений, но все вычисления
дают нам, по существу, концентрацию деформаций. Следовательно,
если мы нашли в результате расчетов, что в непосредственной
близости от кончика трещины деформация материала раз в 200
больше, чем средняя деформация в конструкции, то мы полагаем
далее, что местное напряжение также в 200 раз выше среднего.
Мы говорим, что в этом случае коэффициент концентрации напряжений
равен 200. Однако эти рассуждения верны лишь в том случае,
если для материала вблизи кончика трещины соблюдается закон
Гука.
Металловеды пользуются классическим способом торможения трещины,
который основан на свойстве материала пластически деформироваться.
Этим свойством как раз и обладают металлы. Небольшие отклонения
от закона Гука, связанные, например, с формой кривой сил
межатомного взаимодействия (глава 1), здесь бесполезны, так
как локальные деформации у кончика трещины обычно в сотни
раз превосходят среднюю деформацию. Существует несколько
разновидностей отклонений от закона Гука. Может быть, полезно
поэтому рассмотреть вначале материал, в котором практически
отсутствует сопротивление распространению трещин.
Чем плохи вязко-упругие материалы
Если оставить густую жидкость под постоянной нагрузкой, то
через достаточно длительный промежуток времени она может
практически неограниченно деформироваться. Иными словами,
она будет течь. Подобно болотной топи, такая жидкость потечет,
если вы будете на нее давить долго, но она успешно сопротивляется
внезапным кратковременно действующим нагрузкам. Наиболее
густые жидкости трудно отличить от твердых тел. К такого
рода веществам относятся вар и гудрон, конфета ириска и различные
пластики.
Мы уже говорили, что ириску довольно легко расколоть, а вот
медленным приступом ее можно не одолеть и большей силой.
То же самое относится и к вару и, что уж совсем плохо, к
пластикам. Дайте пластикам время, и они будут действительно
очень вязкими: они потекут вокруг головки трещины, и концентрация
напряжений снизится Но как конструкционные материалы они
объединяют в себе худшие качества как пластичных, так и хрупких
материалов. Если их медленно нагрузить, то через некоторое
время они начинают течь во всем объеме, постепенно уходя
от выполнения своих прямых задач. Под внезапной нагрузкой
они неспособны вовремя деформироваться и их поведение походит
на поведение твердого стекла. А коль скоро побежала трещина,
она вскоре достигает такой скорости, за которой механизм
пластического течения уже не сможет успевать, - и материал
раскалывается.
Такие материалы, как древесина и армированные пластики, при
больших напряжениях тоже немного ползут, то есть ведут себя
на манер вязко-упругих материалов, и это, конечно, их недостаток.
Кроме того, они не вполне “гуковские”: их кривая напряжение
- деформация выглядит так, как показано на рис. 47. Однако
отклонения от закона Гука слишком малы, чтобы как-то понизить
хрупкость этих веществ, поэтому они должны полностью полагаться
на слабые внутренние поверхности, тормозящие трещины.
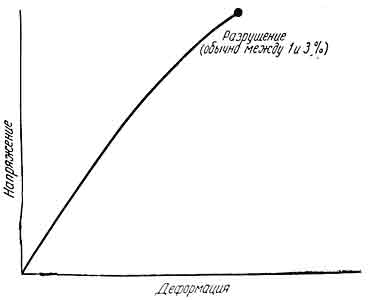
Рис. 47. Кривая напряжение - деформация типичного неметаллического
конструкционного материала (например, древесины или стекловолокна).
Отклонение от закона Гука определяется, как правило, не формой
кривой межатомных сил, а небольшими эффектами ползучести.
Торможение трещин дислокациями и коррозия под напряжением
Дислокационный механизм обеспечивает весьма удачную комбинацию
упругости при малых деформациях с интенсивным течением
- при больших. Типичная кривая напряжение - деформация
для
пластичного металла схематически показана на рис. 48. Упругая
деформация в таких металлах составляет намного меньше 1%.
Далее их поведение напоминает пластилин, они текут при
почти постоянном напряжении до удлинений 50% и более
(на самом
деле локальные деформации бывают значительно большими).
На этом участке пластического течения материал не разупрочняется.
С увеличением деформации напряжение не возрастает; но,
с
другой стороны, металл серьезно и не повреждается. Средняя
рабочая деформация, сознательно допускаемая в технических
конструкциях, редко превышает примерно 0,1%, а поскольку
металл может течь локально до 100% и более, то допустимы
концентрации деформаций в кончике трещины что-нибудь около
1000.
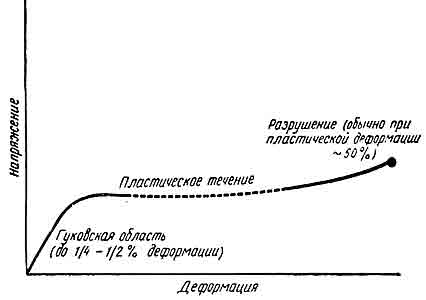
Рис. 48. Кривая напряжение-деформация для пластичного металла
На рис. 49 видно, что по обе стороны от кончика трещины
есть малые области очень большого сдвига - концентрация
напряжений
сдвига. Напряжения здесь достаточны, чтобы заработали источники
дислокаций, и, действительно, новые дислокации рождаются
здесь в изобилии. В двух главных плоскостях, торчащих из
трещины, словно уши, под 45° к ее поверхности, возникает
сдвиг, и самая опасная концентрация напряжений снимается.
Грубо говоря, это равносильно округлению головки трещины.
Следовательно, хотя гриффитсов баланс энергии (глава 4)
остается в пользу распространения трещины, механизм, движущий
ее,
оказывается бессильным из-за отсутствия нужной концентрации
напряжений.
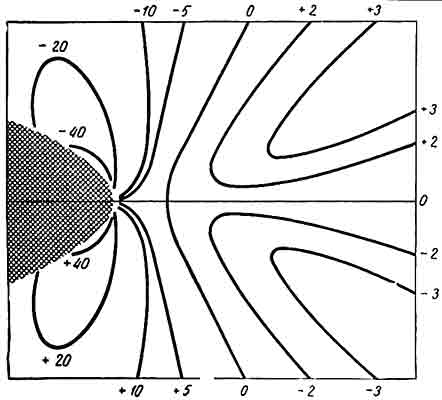
Рис. 49. Концентрация касательных (сдвиговых) напряжений
у кончика трещины.
Таким образом, трещине не удается подрастать по чисто
механическим причинам, и материал будет в безопасности,
пожалуй, практически
в 99% случаев. Работая с материалами, мы должны всегда
помнить, что не существует четких и ясных линий раздела
между химией,
физикой и теорией упругости. Эксперты в своих замках
из слоновой кости любят проводить это разделение, но
ведь
межатомные-
то связи о них ничего не ведают. Связь может быть разрушена
химическим, физическим или механическим путем, а также
любой комбинацией этих способов. Упруго натянутая связь
более уязвима
по отношению к физическим и химическим воздействиям.
По этой причине области с высоким напряжением особенно
слабо
сопротивляются
растворителям и коррозионным средам.
Мы уже подчеркивали, что в вязких материалах баланс энергии
обычно остается в пользу распространения трещины. Трещина
стоит на месте лишь потому, что из-за снижения концентрации
напряжений отсутствует и механизм распространения. В
то же время, хотя рождение многочисленных дислокаций
сильно
понизило
напряжения у головки трещины, оно не сбросило их полностью.
Более того, сильно исковеркан и жизненный путь находящихся
здесь атомов, и сохранились деформации микрообъемов.
Поэтому связи между атомами в этой области более чем
где-либо чувствительны
к воздействию агрессивных растворов и хнмикалиев, которым
случится соприкоснуться с материалом. Вот почему металлы,
вязкие на воздухе и в других сухих газах, могут растрескаться
под нагрузкой, если их замочить в морской воде. То же
самое случается и на химических заводах. Причем без нагрузки
металлы могут служить годами в той же самой коррозионной
среде, а
время действия роковой нагрузки может быть и очень большим,
и очень малым. В этом отношении некоторые латуни могут
оказаться ловушками для несведущих любителей.
Пластичность кристаллов
Пластичность металлов имеет два чрезвычайно полезных
следствия. Во-первых, она затрудняет распространение
трещин, а во-вторых,
делает металл ковким. Последнее означает, что куску
металла можно придать нужную форму путем горячих или
холодных операций ковки, прессования, гибки. Вообще говоря,
для
обработки
металлов давлением (ковки, прокатки) способность
к
течению должна
быть больше, чем для того, чтобы обеспечить сопротивление
материала развитию трещин. Но обработке подвергается,
как правило, нагретый металл, а в таком состоянии
практически все кристаллы намного более пластичны.
Пластичность - исключительная привилегия кристаллов,
поскольку истинные дислокации могут существовать
только в виде нарушений
идеальной кристаллической решетки. Большинство твердых
тел обладают кристаллической структурой, и дислокации
присутствуют почти во всех кристаллах. С другой стороны,
в подавляющем
большинстве кристаллов при комнатных температурах
дислокации либо недостаточно подвижны, либо характер
их подвижности
не тот.
Почти все кристаллы содержат дислокации, порожденные
самой природой кристаллизации. Но эти дислокации
распределены по всему объему материала более или
менее равномерно,
а
концентрация
напряжений у кончика трещины - явление очень резко
выраженное и локализованное, и их, этих врожденных
дислокаций, расположенных
в непосредственной близости к трещине, для такого
сдвига, который бы сгладил ситуацию, обычно не хватает
даже
если эти дислокации очень подвижны. Следовательно,
нужно,
чтобы масса новых дислокации возникла прямо на месте
происшествия,
их должна породить сама концентрация напряжении.
Более того, размножение должно идти очень быстро,
иначе материал
будет
уязвимым в случае ударных нагрузок.
В реальном материале трещины совсем не похожи на
плоские картинки на листе бумаги, это сплюснутые
объемные клиновидные
поры, пытающиеся втиснуться в трехмерный материал.
Поэтому для того, чтобы должным образом уменьшить
концентрацию напряжений, необходим сдвиг в пяти плоскостях.
Число кристаллов, которые удовлетворяют всем перечисленным
условиям сразу, очень мало: какая-нибудь дюжина металлических
кристаллов из тысяч существующих кристаллических
веществ. Сегодня ни один неметаллический кристалл
(подозрительное
исключение составляет хлористое серебро) мы не можем
считать истинно пластичным.
Хотя за последние тридцать лет проделана огромная
работа по изучению дислокаций и существует поистине
необъятное
количество как теоретических, так и экспериментальных
сведений, нам
все еще полностью не понятно, что определяет подвижность
дислокаций в раличных веществах. Но все же, наверное,
будет полезно рассказать о некоторых более понятных
сторонах этого явления.
Прежде всего, легкость, с которой межатомная связь
может быть разрушена и восстановлена, для разных
веществ весьма
различна. А ведь мы знаем, что каждый раз, когда
дислокация прыгает на один шаг, должны рваться старые
связи и
устанавливаться новые. В этом отношении наиболее
гибкими должны быть
такие связи, которые обеспечивают одинаковое притяжение
во всех
направлениях. Здесь на первое место нужно поставить
металлическую связь, а за ней - ионную. Наихудшей
будет, наверное,
ковалентная связь, которая часто бывает в высшей
степени направленной.
Она имеет характер типа “все или ничего”. К сожалению,
ковалентная связь в то же время является и наиболее
прочной, и наиболее
жесткой, и наиболее желательной из всех химических
связей. Но при нормальной температуре дислокации
в ковалентных
кристаллах малоподвижны.
Очень важную роль играет также кристаллическая структура
вещества, то есть геометрия взаимного расположения
атомов или молекул в кристалле. Если элементарная
ячейка (то
есть такая минимальная ячейка, простым повторением
которой можно
“собрать” кристалл) велика, то прыжок дислокации
будет, как правило, затруднен. Даже если элементарная
ячейка
и мала,
но упаковка атомов геометрически усложнена, число
направлений легкого скольжения будет чересчур ограничено.
Обычно
кристаллы с кубическим расположением атомов деформируются
легче,
чем кристаллы с гексагональной упаковкой атомов.
Далее, важную
роль играют размер ячейки, а также примеси.
Громадное большинство кристаллических веществ не
обладает достаточно высокой пластичностью при нормальных
температурах,
а те кристаллические вещества, которые пластичны,
оказываются слишком уж пластичными. Кристаллы чистых
металлов (железа,
серебра, золота и т.п.) слишком мягки, настолько
мягки, что практически их просто нельзя использовать.
Поэтому
задача
металловедения - искусства и науки-заключается главным
образом в том, чтобы придать таким кристаллам твердость
и прочность,
не сделав их при этом слишком хрупкими. Это следует
делать, ограничивая движение дислокаций, но в то
же время не
надо тормозить его слишком уж сильно.
Инженеры любят толковать об “удлинении”, даже используют
его в качестве меры пластичности. Это очень грубый
практический прием определения величины пластической
деформации металла
перед полным его разрушением. Величина эта не имеет
ничего общего с упругой деформацией при разрыве материала,
которая
обычно не превышает 1%. Для измерения удлинения на
образец наносятся две метки на расстоянии, положим,
5 см; после
разрушения образца две половинки его складываются
и расстояние между
метками измеряется вновь. Если, например, новое расстояние
окажется 7,5 см, то говорят, что удлинение равно
50% и т.д. Как и результаты большинства других популярных
инженерных
испытаний, удлинение очень трудно более или менее
стройным
образом связать со свойствами пластического течения
материала. Точно так же трудно такие результаты использовать.
Однако
многие инженеры придерживаются стойкой почти религиозной
веры в силу таких испытаний, и если вы скажете им,
что древесина
и стеклопластики, обладая вязкостью, дают нулевое
удлинение, то в ответ можете услышать, что именно
поэтому они
их и не применяют. Как и большинство верований, основанных
на
эмоциях,
эта вера зиждется на страхе, вполне понятном страхе
перед
хрупким разрушением.
Для большинства металлических сплавов удлинение порядка
5-10% оказывается достаточным для того, чтобы обеспечить
удовлетворительную
вязкость. Чаще всего на практике используют малоуглеродистые
стали, имеющие удлинение до 50-60%, но довольно низкую
прочность. Частично это объясняется перестраховкой
из-за боязни трещин,
но, кроме того, есть еще и две другие причины. Многие
конструкции делают из металлических листов, прутков,
труб, и обычно
бывает очень удобно и дешево придать им нужную форму
путем гибки
в холодном состоянии. Подгоняя одну часть конструкции
к другой, можно также использовать и другие довольно
грубые
методы.
Во время войны мне говорил как-то один сборщик самолетов,
что подгонку крыльев “Спитфайеров” к фюзеляжам можно
выполнить только при помощи кувалды. Своими глазами
я такого никогда
не видел, поэтому не могу ручаться за достоверность,
но подобного рода вещи случаются, хотя, пожалуй,
и не в авиационной
промышленности
и не в мирное время.
Вторая причина связана с тем, что перераспределение
напряжений в конструкции может сгладить опасные напряжения.
Дело
в том, что иногда бывает очень трудным сколько-нибудь
точно
определить
нагрузки во всех элементах сложной конструкции, а
кое-кому это может показаться просто слишком обременительным
занятием. Если же материал течет и имеет большой
пластический
участок,
то перегруженный элемент может просто больше деформироваться,
что не так уж и опасно для него. Многие инженеры
свято верят в такие “самопроектирующиеся” конструкции.
Теперь нам понятны преимущества пластичных металлов
в реальном мире с его несовершенствами и соображениями
коммерции.
Легко объясняется теперь и широчайшее распространение
мягких сталей,
алюминия, меди. Но вместе с тем с пластичностью связаны
и два недостатка. Пластичность даже самых мягких
металлов не
бесконечна, и так как способов измерить, какая доля
пластичности
уже исчерпана при изготовлении детали, обычно нет,
остается лишь догадываться, сколько же пластичности
сохранилось
на то, чтобы обеспечивать вязкость в ходе эксплуатации.
Когда
ломаются изделия массового производства, именно в
этом незнании кроется корень зла. Отжиг - операция
достаточно
прихотливая,
к тому же она связана с дополнительными расходами,
а малые детальки имеют грошовую цену, поэтому трудно
воспротивиться
стремлению деформировать металл в таких случаях вхолодную.
Другой недостаток заключается в том, что максимальная
пластичность неизбежно сочетается с малой прочностью,
поскольку металловеды
должны сделать так, чтобы дислокации начали двигаться
при малых напряжениях. А в итоге конструкции часто
получаются намного тяжелее, чем следовало бы.
Краевые и винтовые дислокации
Теория дислокаций чрезвычайно сложна и в конце-то
концов наибольший интерес она представляет, по-видимому,
для
узких специалистов. Однако нам следует упомянуть
о двух основных
типах дислокаций - краевой и винтовой. Краевая
дислокация была введена в обиход Дж. Тэйлором в
1934 году. Она
проще и легче для понимания. Как мы уже говорили
о ней в главе
3 (рис. 28), она создана, по существу, лишним слоем
атомов, вдвинутым в кристалл словно лист бумаги,
наполовину вложенный
между страницами книги. Краевые дислокации могут
возникнуть в процессе образования кристалла. Примером
их могут
служить так называемые “малоугловые границы”: когда
два растущих
кристалла встречаются под небольшим углом и соединяются
вместе, образуя сплошное тело, линия их соединения
оказывается цепочкой
краевых дислокаций, которые впоследствии могут,
конечно, перебраться на новые места.
Существование винтовых дислокаций предсказал в
1948 году Франк. Они понадобились ему не столько
для объяснения
механических свойств кристаллов, сколько для объяснения
их роста. Переход
атомов или молекул из раствора или из пара и более
или
менее непрерывное осаждение их на растущем твердом
кристалле сопровождается
изменением энергии системы. Пойдет или не пойдет
такой процесс - зависит от так называемого пересыщения,
грубо
говоря, от
того насколько охотно молекулы покидают раствор
или пар. Можно, например охладить раствор сахара
или
соли значительно
ниже температуры, при которой должны расти кристаллы,
а кристаллы не появятся, пока не окажется для них
подходящей поверхности.
Для гладкой плоской поверхности можно вычислить
степень пересыщения, которой можно достичь без
выпадения
материала. Она оказывается
довольно большой. Франка занимало, что на практике
многие кристаллы растут себе на здоровье при пересыщениях,
которые
намного меньше теоретически рассчитанных для присоединения
атомов к плоской поверхности. И в самом деле, если
бы нам всегда пришлось осаждать кристаллы только
на плоскую
поверхность,
многие кристаллы вряд ли вообще были бы получены.
Но можно показать, что если поверхность имеет нерегулярность,
неровность,
такую, как, например, ступенька высотою хотя бы
в одну
молекулу, - осаждение будет намного легче.
Ступенька дает довольно уютное пристанище блуждающим
молекулам, которые стремятся осесть именно здесь.
Так и каменщик кладет
кирпичи на уступе кладки. И точно так же, как и
в случае кирпичной кладки, добавив один элементик,
мы не уничтожим
ступеньку, а лишь переместим ее вдоль верхушки
стены.
Этот механизм в действии наблюдали Банн и Эммет
в 1946 году.
Напомним, что именно так получаются ступеньки,
которые ослабляют поверхность
усов и других кристаллов (глава 3).
Франк рассуждал примерно так. Допустим, что ступеньки
роста существуют. Что же тогда получается, когда
движущаяся ступенька
доходит до кромки кристалла? По-видимому, она должна
исчезнуть, как исчезает уступ на кирпичной стене,
когда каменщик достигает
конца стены. Если так, то как могла бы возродиться
ступенька, чтобы начал расти следующий слой?
Ответ Франка был блестяще прост. Кристаллы никогда
не строятся, как дома, из слоев кирпича. Ступенька
роста
никогда не
исчезает на кромке, потому что кристалл строится
подобно винтовой
лестнице. Значит, кристалл просто “накручивается”
сам на себя, все время используя одну и ту же ступеньку.
Подобно
тэйлоровой гипотезе о краевых дислокациях, идея
о винтовых
дислокациях покоряла своей логикой, и интуитивно
казалось, что она должна быть верной. Так оно и
получилось. Вскоре
Форти и другие экспериментаторы подтвердили существование
винтовых дислокаций (рис. 50).
Рис. 50. Схема винтовой дислокации.
В схеме винтовой лестницы самой труднообъяснимой
была ситуация в центре. Здесь, конечно, существует
какой-то
пробел, нестыковка,
образующие некоторую линию по оси винта. Это и
есть сама дислокация. Как и в случае краевой дислокации,
межатомные
связи здесь сильно деформированы, хотя ничего подобного
отверстию, в обычном смысле этого слова, нет. Но
вот усы довольно часто
бывают полыми, трубчатыми. Возможная причина этого
в том, что такие усы росли с винтовой дислокацией,
ступенька
которой
была высотой не в одну, а в несколько молекул.
Если
так, то тогда деформации в ядре дислокации могут
быть очень
большими. Следовательно, кристалл может предпочесть
энергии деформации
поверхностную энергию, то есть расти с отверстием
посередине.
Как случается с большинством удачных гипотез, с
гипотезой о винтовой дислокации перестарались:
с нею связывался
почти каждый аспект роста почти каждого вида кристаллов.
Сегодня,
по-видимому, ясно, что многие кристаллы обходятся
в своем росте без механизма Франка, но факт остается
фактом -
очень многие кристаллы используют этот механизм,
винтовая
дислокация
- вполне реальное и очень важное явление.
Совсем не обязательно, чтобы дислокация была целиком
краевого или винтового типа. Дислокационная линия
может начаться
как краевая, а закончиться - как винтовая, и наоборот.
А между
началом и концом она может быть отчасти винтовой,
а отчасти - краевой. В таких случаях говорят, что
дислокация
имеет
винтовую и краевую компоненты. Но правила движения
двух типов дислокаций неодинаковы, и в этом одна
из причин
сложностей поведения реальных дислокаций, представляющих
собой обычно
искривленные пространственные линии.
Сегодня теория дислокации - тщательно разработанная
и поощряемая наука, которая, несомненно, пролила
свет на
поведение твердых
тел, особенно металлов. Теперь мы в значительной
мере понимаем реальное поведение металлов. С другой
стороны,
нельзя сказать,
что знания о дислокациях привели к каким-то радикальным
усовершенствованиям механических свойств материалов.
Что касается металлов, то
можно, пожалуй, сказать, что большая часть возможных
и важных улучшений была сделана еще традиционными
эмпирическими методами,
а роль дислокационной теории свелась к объяснению
того, почему и как эти улучшения получились.
Наблюдение дислокаций
Какой правдоподобной и логичной ни была бы научная
гипотеза, для большинства людей она остается
все-таки голой абстракцией,
пока нельзя будет что-то потрогать собственными
руками или увидеть собственными глазами. Косвенных
или математических
доказательств для них недостаточно. Примером
может служить тепловая теория. Из элементарной физики
каждый знает,
что температура вещества определяется непрерывным
и беспорядочным движением его молекул. Но поскольку
в
том же курсе физики
говорится еще, что молекулы слишком малы, чтобы
их видеть, а также потому, что ощущения тепла
и холода
никоим образом
не связываются с представлением о движущихся
частицах, -
мысль о теплоте, как о молекулярном движении,
обычно не
ощущается нами как реальность.
Ботаник Броун в 1827 году, наблюдая в микроскоп
пыльцу некоторых цветов, обнаружил, что она
находится в
непрерывном приплясывании.
Броуновское движение мельчайших твердых пылинок,
взвешенных в воде, легко можно увидеть. Капните,
например, обычной
китайской туши или акварели на предметное стеклышко
микроскопа и, накрыв
каплю другим стеклом, взгляните на нее при
довольно большом увеличении обычного оптического
микроскопа.
Вы увидите,
что частицы помельче носятся в совершенно сумасбродной
джиге.
Сколько бы вы ни смотрели на этот танец, он
будет продолжаться. А за танцем кроется вот
что. Сами
частицы туши или
краски имеют что-нибудь около микрона в поперечнике,
то есть
они в несколько тысяч раз больше окружающих
их молекул жидкости.
Молекулы носятся взад-вперед совершенно беспорядочным
образом. Наши частицы вовлекаются в эту толчею.
Те частицы, что
покрупнее, никак не реагируют на толчки, а
вот для частиц помельче молекулярные
толчки оказываются чувствительными, они прыгают
от них в разные стороны так, что все это видно
в обычный
оптический
микроскоп.
После того как вы увидели своими глазами броуновское
движение, ваше представление о природе теплоты
будет уже совсем иным.
Теперь вы можете сказать, что не просто заучили
какие-то объективные научные истины, а уже
на ты с кинетической
теорией тепла. Разница примерно такая же, как
читать о заходе солнца
и самому наблюдать закат.
То же самое и с дислокациями. Абстрактная теория
становилась очень осязаемым явлением. Но как
же увидеть дислокации?
Прежде всего с помощью химического травления.
Мы уже говорили, что
деформированные межатомные связи более уязвимы
для химических и физических воздействий, чем
недеформированные. Следовательно,
если протравить кристалл (обычно в кислотном
растворе), то места, где дислокации выходят
на поверхность,
протравятся более интенсивно, чем окружающий
материал. В результате
на
поверхности кристалла появится серия так называемых
ямок травления, которые обычно легко просматриваются
в оптический
микроскоп. Такая техника наблюдения дислокаций
очень
распространена, и специалисты, наблюдая полученные
путем травления оспинки,
могут сделать довольно далеко идущие выводы.
Одним из ухищрений здесь является раскалывание
кристалла
надвое.
Любая дислокация,
существовавшая в кристалле до начала эксперимента
и проходившая через плоскость раскола, будет,
конечно, одной и той
же на обеих половинках. Одна из половинок выбирается
как контрольная
и травится немедленно, чтобы выявить исходную
дислокационную картину, а другая половинка
деформируется (либо
с нею
ставится какой-то другой эксперимент), а уж
затем травится. Сравнивая
картину ямок травления на двух поверхностях,
можно видеть, какие из дислокаций образовались
в ходе
эксперимента, а какие
- передвинулись.
Травление - полезный прием, но его нельзя считать
способом прямого наблюдения дислокаций. Следующий
шаг в этом
направлении был сделан Хиршем в Кэвендишской
лаборатории (Кембридж).
Он использовал свойство очень тонкой металлической
фольги быть практически прозрачной в электронном
микроскопе, а вот любые нарушения кристаллической
решетки дают
темные
образования.
Поэтому дислокации представляются здесь темными
линиями на белом фоне.
Все это хорошо, но было бы интереснее взглянуть
на движущуюся дислокацию, а для этого на нее
нужно воздействовать,
создав какое-то напряжение. Нелегко приложить
механическое напряжение
непосредственно к фольге, которая настолько
тонка, что
становится прозрачной для электронного пучка.
Поэтому Хирш использовал
для нагрева фольги, расширения и, стало быть,
нагружения образца энергию самого электронного
пучка. Все
сработало очень хорошо, и Хирш смог снять кинофильм
о дислокациях
в движении. Фильм получился очень впечатляющим.
Дислокации являли собой таинственную картину
суетящихся мышей.
Опыты Хирша, однако, не преследовали цель увидеть
индивидуальные атомы или трехмерную шахматную
доску кристаллической
решетки. Дислокации у Хирша были всего лишь
черными линиями деформации
на белом или сером фоне. Но, как мне кажется,
чего мы действительно хотим, так это увидеть
слой атомов,
обрывающийся
где-то
в кристаллической решетке. Однако, прежде чем
увидеть дислокацию в кристаллической решетке,
нужно бы
увидеть ... саму решетку.
В металлах и в большинстве обычных кристаллов
параметр решетки
близок к 2 А. А в те времена, о которых я сейчас
говорю (середина 50-х годов), самое лучшее
разрешение электронного
микроскопа
было около 10 А. Стало быть, не было никакой
надежды увидеть атомные слои обычными средствами.
Эту трудность
первым
преодолел Джим Ментер, работавший в Хинкстон
Холле близ Кембриджа.
Он приготовил тонкие кристаллики вещества,
называемого фталоцианином платины. Молекула
этого органического
соединения - плоская,
примерно квадратная, около 12 А в поперечнике.
В середине квадрата - дырка, а в этой дырке
в случае фталоцианина
платины - атом платины. В кристалле эти плоские
молекулы
упаковываются
так, что гасстояние между слоями молекул оказывается
12 А, и центре каждого ряда молекул проходит
линия тяжелых атомов
платины, стоящих особняком от легких атомов
панической молекулы. Таким образом получаются
линии платиновых
атомов в регулярном
кристаллическом расположении, расстояние между
которыми 12 А вместо обычных 2 А. Органическую
часть молекулы
можно
считать
прозрачной набивкой, которая держит на нужном
расстоянии плотные, с неясными очертаниями
атомы платины.
Настраивая микроскоп на максимальное разрешение,
можно было увидеть решетку этого кристалла.
Пожалуй, она
была похожа
на нарисованные угольком слегка лохматые полосы
на более светлом сероватом фоне - что-то вроде
строк
на телевизионном
экране. Бросалась в глаза невероятная регулярность
кристалла. При большом, увеличении бесчисленные
рыхловатые полоски
тянулись идеально прямо. Конца им, казалось,
нет. Число слоев было
огромным. Миллионы миллионов молекул, каждая
точно на своем месте.
Потребовалось внимательно пересмотреть громадное
число фотографий, прежде чем была найдена краевая
дислокация.
Она выглядела
точно так же, как ее рисовали вот уже двадцать
лет: одна темная расплывчатая полоска оборвалась,
а соседние
сомкнулись,
чтобы ликвидировать зазор (рис. 51). Ментер
успел послать эту фотографию Дж. Тэйлору как
раз вовремя
- к его
семидесятилетию.
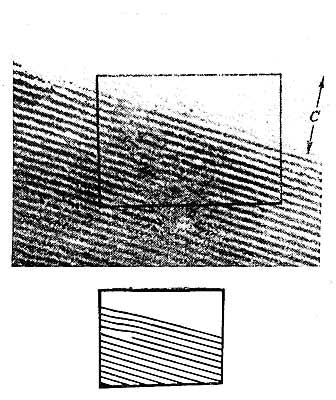
Рис. 51. Первая прямая фотография краевой дислокации,
полученной Дж.В. Ментером. Большой размер молекулы
фталоцианина платины
позволил увидеть в электронном микроскопе расстояние
между атомами.
Нужно сказать, на нас, работавших в Хинкстоне
в то время, эти картинки, выходившие мокрыми
из фотокомнаты,
оказывали
магическое воздействие.
Опыты Ментера по визуализации атомных слоев
и дислокаций в них с помощью электронного микроскопа
были очень
убедительными, это сделало их знаменитыми.
Однако существует и другой подход к той же
задаче. В главе 3 мы говорили о сделанной Маршем
очень
чувствительной разрывной
машине для усов и других тонких волокон Эта
машина может
обнаруживать удлинения попядка 4-5 А, что примерно
равно разрешению современного электронного
микроскопа. Сдвиг,
вызванный иничной дислокацией, дает перемещения
около 1 А и, следовательно,
не может быть замерен на этой машине. Но источник
дислокаций порождает их в таком количестве,
которого хватает,
чтобы произвести перемещение в 100-500 А, а
это уже легко может
быть зафиксировано машиной Марша.
Когда мы проводим обычное испытание на растяжение
образца осязаемых размеров из любого пластичного
материала
(например, мягкого металла), то получаем диаграмму
напряжение -
деформация в виде плавной кривой, изображенной
на рис. 52, которая
хорошо знакома инженерам и металловедам. Если
мы возьмем теперь
чрезвычайно тонкий, но пластичный образец (например,
большой ус) и испытаем его на машине Марша,
то получим нечто совершенно
другое.
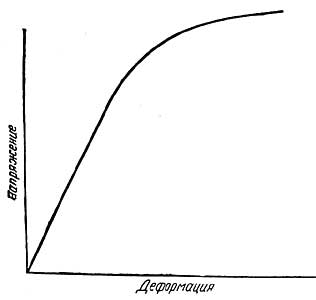
Рис. 52. Обычная кривая напряжение -деформация
при испытании макроскопического пластичного
образца.
Типичный результат
испытания показан на рис. 53. Здесь мы
видим упругое удлинение, прерываемое внезапными
включениями источников
дислокаций.
Источники работают совершенно беспорядочно,
и вызываемые ими сдвиги протекают практически
мгновенно.
Именно
поэтому диаграмма напряжение-деформация
имеет серию ступенек.
Дело в том, что на каждом уровне напряжений
существуют источники,
готовые породить сотни дислокаций. Но эти
источники пускаются в ход беспорядочными тепловыми
толчками, подобными тем,
которыми возбуждаются частицы в случае
броуновского движения. То же
самое происходит и в большом образце, но
в
столь многих местах и столь часто, что
суммарный эффект
выражается
плавной кривой.
Поведение малого образца с его беспорядочными
и внезапными
движениями еще раз убеждает нас в реальности
дислокаций.
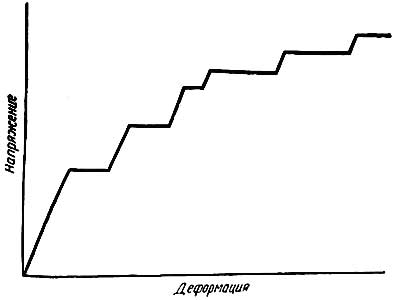
Рис. 53. Кривая напряжение
- деформация для очень малого макроскопического
образца
(уса)
материала,
испытанного
на машине Марша. Пластическое удлинение
происходит ступенчато, каждая ступень
соответствует работе источника дислокации.
Ползучесть и жаропрочность
Следствия из всего сказанного для поведения
металлов в рабочих условиях довольно
очевидны. Когда металл
нагружается намного
ниже предела упругости, то есть работает
где-то в глубине гуковского участка кривой
напряжение-деформация,
удлинение
материала не подвержено влиянию времени.
При необходимости мы могли бы оставлять
материал под нагрузкой в
течение
веков, не вызывая каких-либо деформаций
или повреждений материала.
Однако вблизи предела упругости материал
становится
заметно подверженным влиянию как времени,
так и температуры. Мы
видели, что даже при комнатной температуре
тепловые толчки
активируют
источники дислокаций, так что пластическая
деформация со временем накапливается:
материал удлиняется,
а в некоторых случаях может разрушиться.
Иными словами,
мы не можем
назвать
прочность такого материала, пока не укажем
также и
скорость нагружения или не уточним, как
долго будет действовать
на материал нагрузка. Следовательно,
такие конструкции, как
подвесные мосты, нагруженные непрерывно
в течение многих лет, должны быть рассчитаны
на меньшие
напряжения, чем те конструкции, которые
нагружаются
ненадолго
и
от случая
к
случаю. Используемые на практике металлы
обнаруживают некоторую ползучесть даже
при довольно малых
напряжениях, и на это
следует обращать внимание, когда важно
обеспечить точность размеров.
Нетрудно представить себе, что напряжения,
при которых с ползучестью надо считаться,
сильно зависят от температуры.
В то же время температура часто определяет
вид
машины в целом.
Особенно она важна для тепловых машин,
например таких, как газовые турбины.
В целом, чем
горячее нагретые
части машин,
тем большего полезного эффекта можно
ожидать от всей конструкции, особенно
в отношении
экономии горючего.
Так как железо
плавится при температуре, несколько превышающей
1500° C, а есть и
более тугоплавкие металлы, то можно было
бы подумать, что не существует особых
трудностей в эксплуатации
машин при
температуре, скажем, 1200° C. Ведь это
намного ниже температуры плавления. Но
дело обстоит
далеко не
так.
Верно, что железо не плавится ниже 1500°
C. Но ведь расплавленный металл течет
под действием
собственного веса, то есть
при ничтожных напряжениях. А стоит нам
приложить механическое напряжение, даже
совсем малое,
как
течение
и.неизбежное
разрушение появляются задолго до плавления.
Прочность резко
снижается
даже при сравнительно быстрых нагружениях
(например, при испытаниях на обычных
установках). Более
того, когда элементы
машин подвергаются длительному нагружению
в одном направлении (например, турбинные
лопатки
под
действием центробежных
сил), мы должны пристально следить за
ползучестью.
При кратковременных нагружениях прочность
металлов изменяется с температурой приблизительно
так,
как показано на рис.
54. Можно сказать, что материал умирает
медленно, постепенно. В качестве очень
грубого рабочего
правила, верного
для большинства
металлов, можно принять, что материал
не может использоваться при температурах
выше
половины
его температуры плавления,
выраженной в градусах Кельвина (градусы
Кельвина = градусы Цельсия+273; см. приложение).
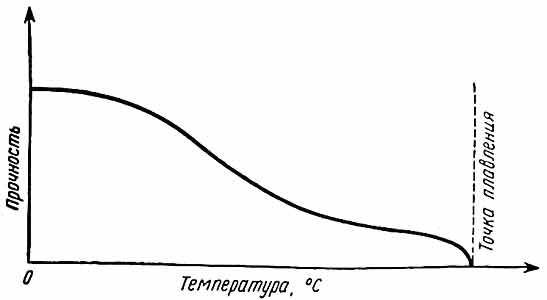
Рис. 54. Зависимость “кратковременной”
прочности металла от температуры испытания.
Конечно, можно поднять рабочие температуры
сплавов. Для этого нужно тем или иным
способом затормозить
движение дислокаций.
Трудность здесь заключается в том,
что большинство добавок,
которые можно было бы использовать
с этой целью, сами стремятся стать
подвижными
при высоких
температурах. Все это дело
чрезвычайно трудное, и, наверное, металловеды
неплохо поработали, чтобы
достигнуть рабочих температур около
950-1000° C на очень специальных сплавах
для турбинных
лопаток.
Рабочие
температуры
обычных сталей намного ниже.
Во многих керамических материалах дислокации
практически неподвижны при температурах
до 1500° C, но эти
материалы, как правило, чрезвычайно
хрупки при сравнительно
низких температурах. Поэтому керамические
материалы очень
хороши для неподвижных
конструкций, например в качестве огнеупоров
для печей, где они могут работать под
нагрузкой при
температурах,
поразительно
близких к точкам плавления. Но они
обычно не годятся для изготовления
подвижных
деталей машин.
________________________________________
Глава 9
ЖЕЛЕЗО И СТАЛЬ,
или
ГЕФЕСТ СРЕДЬ ЧЕРТОВЫХ МЕЛЬНИЦ
Я пошлю им локомотив, он будет Великим Миссионером.
Дж. Cтефенсон
Древесина и камень всегда были наиболее распространенными
материалами конструкций, металлы же - относительно новое
приобретение техники. Поэтому все мы осознаем новаторскую
роль металлов, хотя, как мы видели, общий тоннаж используемых
металлов все еще уступает старым материалам. Но металлы,
особенно железо, как нельзя лучше подошли для того рода
машин, которые были проклятием и славой промышленной
революции.
Именно благодаря разработке дешевых методов получения и
обработки железа в больших количествах появилась возможность
механизации
труда. Сталь, как известно, стала дешевым материалом только
во второй половине XIX века, когда главные события промышленной
революции были уже позади.
Однако, будучи материалом необходимым, железо использовалось
в большинстве первых машин, даже в паровых машинах, все
же весьма ограниченно. В первом фултоновском пароходе,
плававшем
по Гудзону, даже котел (невероятно!) был деревянным; нагрев
воды производился в отдельном устройстве из железных труб.
Правда, американцы считали, что это уж чересчур, но и на
американских речных пароходах дерево использовалось тогда
в такой степени, которая современному инженеру кажется
почти невероятной. А ведь такие пароходы обеспечивали большую
часть
внутриамериканского грузооборота вплоть до 60-х годов прошлого
столетия.
Вообще говоря, использование металлов требует решения двух
проблем. Во-первых, металл должен быть получен из руды,
этим занимается металлургия. Во-вторых, нужно перевести
металл
в наиболее полезное состояние с точки зрения твердости,
прочности и вязкости; подсказать здесь необходимые пути
призвано металловедение.
Как мы уже видели, чистые металлы обычно очень мягки, поэтому
металловеды занимаются в основном торможением дислокаций,
но лишь в такой мере, чтобы упрочнить металл, не вызвав
его охрупчивания. Поскольку металлы из руды часто получаются
в нечистом виде, их экстракция (извлечение) и последующая
обработка должны рассматриваться совместно.
Химические и технологические особенности обработки могут
варьироваться очень широко, но в каждом случае цепь остается
одной и той же: управление подвижностью дислокаций путем
изменения структуры и размеров кристаллов (дислокации могут
пересекать границы между отдельными зернами, но для этого
они должны преодолеть определенное сопротивление) или с
помощью добавок легирующих элементов. Легирование сплавов
может дать
такой результат, который затормозит дислокации как раз
в нужной степени. Очень малые частицы, даже единичные атомы
примеси, могут застопорить продвижение дислокационной линии,
если эта линия натолкнется на них. Можно вычислить напряжение,
необходимое для того, чтобы сначала выгнуть дислокацию
в
дугу между точками закрепления, а затем и оторвать ее от
них. Это напряжение зависит от расстояния между этими точками,
которое становится, таким образом, полезным и мощным средством
управления свойствами сплава. Почти любая добавка к металлу
будет влиять на его механические свойства в лучшую или
худшую сторону, а иногда и в ту и в другую сторону сразу:
некоторые
добавки полезны, когда они рассеяны по всему объему, и
вредны, когда, собираясь на границах зерен, серьезно ослабляют
металл
(см. главу 3).
Если мы возьмем число всех пластичных металлов и умножим
его на число возможных механизмов упрочнения, то окажется,
что количество взаимосвязей и комбинаций в металловедении
будет весьма большим, отчего сам предмет покажется уже
очень сложным. Однако для неспециалиста, интересующегося
лишь принципами
и конечными результатами, все следствия происходящих в
металлах процессов можно представить в достаточно простом
виде.
Посмотрите на табл. 2 (гл. 10). В нее внесены многие технические
металлы, и хотя плотность их весьма различна - от 10,5
г/см3 у молибдена до 1,7 г/см3 у магния, - модуль Юнга,
деленный
на плотность, удельный модуль Юнга, оказывается для них
всех величиной постоянной. Существуют, правда, некоторые
широко
применяемые металлы и сплавы (например, медь и латуни),
для которых удельный модуль упругости немного ниже. Но
пластичных
металлов с более высокой удельной жесткостью нет. Таким
образом, почти все используемые металлы дают ту жесткость,
за которую
заплачено их собственным весом, - ни больше, ни меньше.
Как уже говорилось, все эти металлы в чистом состоянии
очень мягкие, и задача металловедов состоит в том, чтобы
поднять
их прочность и твердость, не допуская чрезмерного охрупчивания.
Если судить по деформации, успехи металловедения отличаются
удивительным постоянством. Обычно максимальная упругая
деформация, которую можно получить на металле без придания
ему недопустимой
хрупкости, колеблется около 1%. Однако в большинстве случаев
инженеры считают металлы в таком состоянии малопластичными
и потому малопригодными и, как правило, вынуждены ограничиться
максимальной упругой деформацией между 0,25 и 0,5%, тогда
, как остаточное удлинение может доходить до 50-60%.
Следовательно, весьма приближенно все металлы можно считать
членами одного семейства с очень схожими удельными жесткостями,
удельными прочностямн и удлинениями. Конечно, это очень
грубое обобщение, и уж совсем не так стоит вопрос для металловедов,
которые упорно продолжают предпринимать попытки получить
лучшие комбинации удельной прочности и вязкости (с удельной
жесткостью ничего не поделаешь), хотя возможности их здесь
довольно ограниченны. Металловеды достигли успехов в попытках
сохранить прочность с повышением температуры. Во многих
случаях
это важнее, чем повышение прочности при комнатной температуре.
Нет нужды описывать здесь специальные металлургические
процессы и различные виды обработки всех металлов и сплавов.
На эту
тему написано множество книг. Однако огромная социальная
и техническая значимость железа и стали заставляет рассказать
о них немного подробнее. Приступая к делу, я слишком хорошо
отдаю себе отчет в размерах и трудностях этого предмета.
Возможно перед началом я должен принести какую-то жертву
Гефесту, кузнецу и оружейнику Олимпа, единственному технологу,
принятому в круг главных богов.
Железо
Прочность железа и стали определяется чрезвычайно сильным
влиянием углерода, содержащегося в кристалле железа,
на движение дислокаций. Конечно, дислокационные явления
оказались
понятными
лишь совсем недавно. Да что там дислокации, даже сравнительно
простая химия процесса получения железа из руды была
осознана к концу периода промышленной революции. Однако
практическая
металлургия железа была разработана и без этого, и сейчас
она во многом остается традиционным процессом. Подобно
тому как текстильное дело с его прядением и ткачеством
уходит
в доисторические времена, а вклад современных фабрик
сводится к механизации и рационализации простых ручных
операций,
так и производство стали основано сейчас на усложненных
схемах,
которые сами по себе существуют с незапамятных времен.
Именно поэтому процессы черной металлургии лучше всего
понимаются
на историческом фоне.
Величайшая трудность древних металлургов (исключая, конечно,
их научное невежество) была связана с получением достаточно
высокой температуры в печи. Современное металлургическое
оборудование дает в руки металлурга высокую и регулируемую
температуру. Это сокращает время получения металлов и
сплавов, так как позволяет объединять в один процесс
несколько операций.
Естественно, сейчас и масштабы другие. Современная печь
может дать тысячу тонн стали в день, тогда как средневековый
мастер
был бы доволен, получив килограммов пятьдесят металла.
Не в пример бронзе, которая может плавиться при 900-1000°
C, что как раз обеспечивают обыкновенные дрова, чистое
железо плавится при 1535° C, а эта температура веками
лежала за
пределами технических возможностей. Однако уже довольно
малые добавки углерода значительно понижают температуру
плавления
железа, а углерод всегда под рукой - ведь для нагрева
руды использовали в качестве топлива древесный уголь.
Самая
низкая температура плавления, достижимая на этом пути,
- около 1150°
C, она получается, когда 4-4,5% углерода продиффундировало
(то есть просочилось) в металл *. Достижение такой температуры
представляло определенные трудности для древних, но все
же ее можно было получить на древесном угле, поддувая
в него
воздух мехами.
* Количество углерода в железе и стали кажется удивительно
малым. Нужно помнить, однако, что эти количества выражаются
обычно в весовых процентах, а атом углерода намного
легче атома железа, грубо говоря, в пять раз. Поэтому
в атомных
процентах доля углерода значительно больше и может
достигать 20%.
Железные руды состоят в основном из окислов железа;
чаще всего встречается красный железняк Fe2O3. Между
прочим,
окислы железа используются в красках (охра, железный
сурик, мумия).
Первое, что необходимо сделать с рудой, - удалить
кислород. Если нагревать руду с помощью древесного
угля или кокса,
это получается почти автоматически:
3Fe2O3 + 11С ? 2Fe3C + 9CO.
Кислород вместе с частью углерода уходит прочь в
виде окиси углерода (угарного газа), оставляя карбид
железа,
называемый
обычно цементитом (в нем содержится 6,7% углерода).
На практике вместе с первой идет и другая реакция:
Fe2O3 + ЗС ? 2Fe + 3CO.
Таким образом получается также и некоторое количество
чистого железа, в конце процесса мы имеем смесь железа
и карбида
железа, содержащую в целом около 4% углерода. Железо
и карбид могут взаимно растворяться, и именно этот
раствор, имеющий
низкую температуру плавления, был ключом того процесса,
который использовали древние для получения железа.
Он же
идет и в
современной домне.
Железные руды содержат не только окислы железа, но
и различные минеральные примеси - главным образом,
окислы
других металлов.
Сами по себе они имеют высокие температуры плавления,
и если бы руда нагревалась в контакте только лишь
с углеродным топливом,
то вряд ли удалось расплавить ее полностью. Здесь
на помощь
приходит флюс, который добавляют обычно в виде извести
(СаО) или известняка (СаСО3). В данном случае известь
выполняет те же функции, что и в стекловарении, то
есть она снижает
температуру плавления нежелезных окислов, образуя
вместе с ними легкоплавкую стекломассу. Эта масса
называется
шлаком. На вид она грязно-коричневого или серого
цвета. По нынешним
временам она иногда перерабатывается в шлаковату,
используемую для теплоизоляции.
Таким образом, на дне печи получается смесь железа,
карбида железа и шлака. В самых первых печах эта
смесь проплавлялась
неполностью, ее извлекали в виде тестообразного куска,
слитка, содержащего древесный уголь и другие включения.
Включения
эти составляли самостоятельную проблему, а, кроме
того, из карбида железа негоже было делать оружие
и инструмент
- карбид
очень хрупок. Причина хрупкости карбида железа в
том, что в отличие от кристаллов почти чистого железа,
построенных
на металлической связи, которая благоприятствует
движению дислокаций, он частично построен на ковалентных
связях,
которые не обеспечивают заметной подвижности дислокаций
вплоть до
температуры около 250° C. Поэтому в таком виде металл
куется
лишь в горячем состоянии, при комнатной температуре
он хрупок.
Такое железо и попадало в руки первых кузнецов. Нагревая
это железо до 800-900° C, они ковали его с громадным
трудом. Вначале труд был ручным, затем начали использовать
силу
воды (“кузнечные пруды”!). Ковка имела два следствия.
Во-первых, она механически выдавливала большинство
включений и часть
шлака и снижала содержание углерода в железе. Второе
следствие заключалось в следующем. Железо, нагретое
до умеренных
температур
на воздухе, образует окисную пленку, обычно FeO.
Нагретое и расплющенное ударами молота железо кузнец
сгибал
вдвое и снова начинал по нему бить. Пленка окисла
попадала между слоями горячего слитка, контакт между
слитком
и
пленкой
под ударами молота становился практически идеальным,
в результате
чего начиналась реакция
Fe3C+FeO ?? 4Fe + СО.
Когда требовалось железо высшего качества, поочередное
расплющивание и складывание вдвое повторялось многократно,
порой тысячи
раз. Вот почему на мечах заметен изящный волнистый
рисунок -это тонкие слои металла и следы ударов молота.
Если
вся работа выполнялась надлежащим образом, то удалялся
почти
весь углерод. Такое кованое железо (его называют
сварочным или ковочным) с небольшими примесями кремния,
в целом
полезными, содержало также прожилки шлака, тоже до
некоторой степени
полезные. Дело в том, что очищенное железо было,
вообще говоря, слишком мягким, и стекловидные волокна
шлака
несколько ограничивали
его текучесть. Кроме того, сварочное железо обычно
прекрасно сопротивлялось коррозии. Частично это объясняется
чистотой
самого железа, но существует и другое объяснение.
Многие полагают, что начальная пленка ржавчины удерживалась
на поверхности с помощью шлаковых включений. Она
не
отлетала со временем
и служила защитой от последующей коррозии.
Сварочное железо прямо с наковальни было слишком
мягким, чтобы делать из него оружие и инструмент,
поэтому его
нужно было сделать потверже, увеличив содержание
углерода; для
этого достаточно было насытить углеродом поверхность.
Почти этот же процесс находит широкое применение
и до сих пор.
Он называется “цементацией”. Мечи (или другое оружие)
погружались в среду, содержащую в основном углерод,
а также некоторые
секретные приправы сомнительной эффективности. Все
это нагревалось в течение такого времени, которое
необходимо, чтобы углерод
проник на глубину 0,5-1,0 мм.
Поверхностное науглероживание резко повышает твердость,
но еще лучший результат дает последующая закалка
быстрым охлаждением
в жидкости. Механизм закалки очень сложен. Коротко
дело обстоит так. Горячая сталь состоит из аустенита,
то есть
из раствора
углерода в такой модификации железа, которая нестабильна
при комнатной температуре. Процесс распада аустенита
с выделением углерода определяется особенностями
охлаждения. При сравнительно
медленном охлаждении получается перлит. Под микроскопом
структура такой стали выглядит переливчатой, отсюда
и название
- “перлит”
значит жемчужный. Переливы дают чередующиеся полоски
или слои чистого железа (феррит) и карбида железа
(цементит). Сталь с такой регулярной структурой получается
вязкой
и
довольно прочной, но не особенно твердой. Если аустеинт
охлаждать
очень быстро, то в основном получится мартенсит -другой
вариант железоуглеродистого кристалла, в котором
положение атомов
углерода среди атомов железа таково, что исключает
возможность движения дислокаций, и кристалл получается
крайне твердым.
Обычно эустенит превращается в мартенсит с очень
высокой скоростью (что-нибудь около 5 км/час), для
получения
большого количества мартенсита охлаждать изделие
нужно с наибольшей
возможной скоростью.
Закалку можно производить в воде, обычно так и делается;
но исторически, вероятно, всегда отдавалось предпочтение
разным биологическим жидкостям, например моче *.
Оказывается, действительно такая практика имеет два
преимущества.
Первое состоит в более быстром охлаждении металла.
Когда горячий
металл попадает в воду, вокруг него образуется оболочка
из пара, которая не позволяет жидкой воде касаться
металла, что затрудняет передачу тепла. Если при
закалке применяется
моча, на поверхности металла при испарении воды образуется
слой кристалликов. Это улучшает теплопередачу, поскольку
паровая прослойка уменьшается. Более того, содержащиеся
здесь
соединения азота - мочевина и аммиак - разлагаются
и азот проникает в железо, то есть происходит азотирование
поверхности,
при этом образуются твердые игловидные кристаллы
нитрида железа Fe2N, а отдельные атомы азота внедряются
в кристаллическую
решетку железа, становясь так называемыми примесями
внедрения,
которые закрепляют дислокации. Правда, степень азотирования
в процессе такой закалки очень невелика. В современной
практике азотирование проводят путем выдержки изделия
в течение двух-трех
дней в мочевине или аммиаке. Столь продолжительная
выдержка делает эту обработку довольно дорогой, поэтому
ее применяют
только в случаях крайней необходимости **.
* В книге “Схемы различных искусств” Теофилуса Пресбрайтера
(XI век) приводится следующая рекомендация:
“По другому способу закалка железа ведется тем же
путем, которым режутся стекла и размягчаются камни.
Возьми
трехлетнего черного козла и держи его взаперти на
привязи трое суток
без корма. На четвертый день накорми его папоротником.
После того как он два дня поест папоротник, помести
его на очередную
ночь в бочку с решетчатым дном. Под бочку поставь
сосуд для сбора его мочи. Набрав за двое - трое суток
достаточное
количество
жидкости, выпусти козла на волю, а в этой жидкости
кали свой инструмент...”
** Конечно, железо должно быть нагретым, чтобы в
него проникал азот.
Интересно заметить, что весь металлургический процесс
состоит из ряда стадий, каждая из которых заходит
дальше, чем нужно,
и на каждой последующей стадии полученные результаты
корректируются. Так, сначала получают чугун, который
содержит слишком много
углерода, а потому слишком тверд. Потом удаляют
почти весь углерод и обнаруживают, что железо стало
слишком
мягким,
и поэтому снова в него следует добавить углерод.
Если мы хотим получить твердый инструмент или оружие,
то
полученная сталь должна быть закалена быстрым охлаждением
в жидкости.
Закаленные стали (и цементованное железо) часто
слишком хрупки, и требуется еще одна, на этот раз
последняя,
обработка
-
отпуск.
В процессе отпуска закаленный металл нагревается
до температур 220-450° C и после этого охлаждается
на
воздухе. Отпуск
делает сталь несколько мягче, в процессе отпуска
часть мартенсита
переходит в более мягкую и пластичную структуру.
С повышением температуры эффективность отпуска
увеличивается. Между
прочим, существует традиционный способ определения
температуры отпуска
по цвету окисной пленки на поверхности металла
- по
цветам побежалости. С ростом температуры цвет окисной
пленки
изменяется от желтого до коричневого, затем становится
фиолетовым
и, наконец, синим. Ясно, что простые углеродистые
стали нельзя
использовать при повышенных температурах, так как
их свойства при этом резко ухудшаются.
Чугун
Мы уже говорили о том, что вряд ли в первых домнах
железо всегда проплавлялось, его извлекали
из печи в виде грязноватого
кома. Однако к середине V века до н. э. (времена
Перикла) греки уже научились плавить железо
и даже выливали
его из печи в изложницы. В античной Греции
чугун уже был
известен, но из-за своей хрупкости использовался
он ограниченно и
значительной
роли в экономике не играл. В дело шло преимущественно
сварочное железо.
С падением Римской империи упала и температура
в печах и, по-видимому, в Западной Европе чугун
не
делали вплоть
до
XIII века. Однако после изобретения пороха
положение изменилось. Правда, вначале стволы
пушек ковали
из сварочного железа
и стягивали железными обручами подобно бочкам.
Но росло умение, росли и объемы печей. Пушки
начали отливать.
Первые литые
стволы рвались почти так же часто, как и стволы
из
кованых плит. Но литье обходилось намного дешевле
*. Традиционные
сорта чугуна не только очень хрупки, но содержат
еще малые прослойки, прожилки, углерода в форме
графита, которые
действуют как внутренние трещины. В результате
чугун был непрочен и
ненадежен при растяжении. Именно поэтому он
был малоподходящим материалом для пушечных
стволов,
ведь ствол работает
как сосуд давления. Однако примерно до 1860
года чугун
продолжал
оставаться единственным недорогим материалом,
так как цены на латунь и бронзу были, как правило,
слишком высокими. Чугунные стволы приходилось
делать
очень
толстыми, поэтому
пушки были
чрезвычайно тяжелы. Например, пушка, стрелявшая
32-фунтовыми ядрами (основное вооружение английского
корабля “Виктория”,
сражавшегося при Трафальгаре), весила около
4-5 т. Таким образом, вес пушек составлял около
15%
от водоизмещения
боевого корабля **.
* Литые чугунные пушки так никогда и не стали
надежными. В сражении при Трафальгаре французский
корабль
“Грозный” капитулировал после того, как на
нем взорвались две
пушки. Немногим лучше были и пушки времен Крымской
войны.
** Со временем “Виктория” оказалась не в состоянии
выдерживать вес собственных пушек, их пришлось
заменить деревянными
копиями.
Было время, когда отливки получали непосредственно
из домны. Сейчас это не практикуется. Отчасти
потому, что
доменные
печи стали намного больше, и разливать из
них чугун в малые формочки было нерационально,
а отчасти
потому, что такой
чугун обычно тверд, хрупок и непрочен. Сейчас
почти весь
чугун первоначально отливается в чушки. Часть
этих чушек перерабатывается в сталь, часть
переплавляется, при этом
состав чугуна регулируют, чтобы получить
нужные
свойства. В настоящее время ценой небольших
ухищрений можно
получить достаточно вязкий чугун с довольно
хорошей прочностью
на разрыв. Ну а поскольку детали сложной
формы, например, блоки цилиндров автомобильных
двигателей)
обычно
дешевле получать
путем отливки чугуна, чем штамповкой стали,
то до сих пор
ведутся работы по улучшению свойств чугуна.
В Англии железо вначале получали из руды
с помощью древесного угля. Но в первой половине
XVIII века
взамен древесного
угля, ресурсы которого постепенно скудели,
научились использовать кокс. В Англии переход
на кокс был
практически завершен
примерно
к 1780 году, в континентальной Европе это
произошло
позже.
К концу XVIII века англичане могли сравнительно
легко делать большие отливки, длиною до 20
м, и транспортировать
их
по воде. По современным меркам у этих отливок
была довольно низкая прочность на растяжение,
поэтому
их можно было
применять в конструкциях, работающих главным
образом на сжатие. Например,
в мостах. Здесь из чугуна можно было делать
арки, подобные каменным. Каменные арки выкладывали
из клинчатых камней,
каждый такой камень нужно было вырезать из
камня-заготовки,
на что затрачивалось много ручного труда.
Первые чугунные мосты делали из такой же
формы литых
полых элементов,
которые подгонялись один к другому, как и
в каменной кладке.
Знаменитый Железный мост, переброшенный через
реку Северн у Колбрука в 1779 году, был как
раз примерно
такого типа.
Это было первое большое железное сооружение.
Его пролет несколько больше 30, общая длина
60, а высота
15 м.
На него ушло 378,5
т чугуна, строили его три месяца. Стоил мост
6000 фунтов стерлингов и даже по ценам 1799
года был
намного дешевле
такого же моста из любого другого материала.
Железный мост получился удачным, но вместе
с ним возникли и новые проблемы. Арочный
мост, как и
любая арка, давит
на опору с силой, направленной наружу. В
готических соборах эта сила компенсировалась
контрфорсами,
в мостах - кладкой
и земляной насыпью. Нам как-то не приходит
в
голову, что чугун можно назвать легким материалом;
а между
тем в сравнении
с камнем, который использовался для мостов
до него, так оно
и оказалось (с учетом прочности). В результате
арка Железного моста обнаружила - по-видимому,
впервые
в истории техники
- недостаток, противоположный обычным особенностям
каменных арок и куполов: она оказалась слишком
легкой, чтобы противостоять
давлению земляных насыпей, которые, стремясь
сползти в реку, давили на чугунную арку.
Поэтому обычные
насыпи пришлось
заменить чугунными вспомогательными арками.
Наверное, здесь инженеры впервые почувствовали,
к чему
приводит попытка
залить
новое вино в старые бутыли.
Пудлинговое железо
После того как в доменных печах с механическим
поддувом начали применять кокс, чугун
стал сравнительно дешевым.
Получали
его теперь вполне достаточно. Но использование
чугуна в таком виде ограничивалось его
хрупкостью и низкой
прочностью на
разрыв. Для большинства изделий требовалось
более прочное и вязкое сварочное железо,
а поскольку
ковка требовала
больших затрат труда, такое железо оставалось
дорогим и
дефицитным
материалом даже после появления молотов,
приводимых в действие водой. И все же
основным материалом
промышленной революции
было железо, так называемое пудлинговое
железо. Сталь с ее различными сортами появилась в
нужных количествах
гораздо
позже, и ее социально-экономическое воздействие
было менее важным.
По-видимому, пудлингование (по крайней
мере в его практических формах) было
изобретено Генри
Кортом
(1740-1800), который
запатентовал этот процесс в 1784 году.
Корт
сконструировал работающую на каменном
угле пламенную печь. В
мелкую ванну пудлинговой печи заваливали
чугун, который,
расплавляясь, окислялся кислородом газовой
среды печи до образования
двойного силиката. Последний стекал под
слой шлака, оставшегося от
предыдущей плавки, и окалины, специально
заброшенной в
печь. Для увеличения поверхности соприкосновения
металла со шлаком
прибегали к перемешиванию (пудлингованию)
ванны длинной железной клюшкой, по форме
несколько
напоминающей мотыгу.
При перемешивании окись железа, содержащаяся
в шлаке и окалине, реагировала с углеродом
чугуна и об- разовывался
угарный
газ, который выходил на поверхность в
виде пузырей. Выход газа сопровождался
“кипением”
металла,
при
этом из печи
удалялась большая часть шлаков. С удалением
углерода температура
плавления
железа увеличивалась, а поскольку температура
печи оставалась около 1400° C, железо
начинало “успокаиваться”
и затвердевало.
Из полученного таким образом железа “накатывали”
крицы весом около 50 кг каждая. Затем
крицы одну за другой
извлекали из печи. И хотя пудлингование
было очень тяжелой работой,
оно позволяло одному человеку выплавить
около тонны железа в день, то есть производительность
труда
при этом процессе
была в 10-20 раз выше, чем при производстве
сварочного железа.
В то же время новый процесс требовал
и опыта,
и навыков. Так что после наполеоновских
войн английские
металлурги
долго еще зарабатывали на этом в европейских
странах.
Вслед за пудлингованием нагретое железо
пропускали через валки. За несколько
проходов здесь
получались плиты или
прутки. В процессе прокатки горячая поверхность
железа окислялась.
Когда железо остывало, окалина отслаивалась,
и ее отправляли обратно в печь. Таким
образом, химически
весь процесс
был эквивалентен процессу получения сварочного
железа
в старые
времена, но он был значительно более
производительным. В наше время пудлингование
практически
не применяется, так
как даже механизированная пудлинговая
печь может дать до сотни тонн металла
в день,
а производительность
бессемеровского конвертера, в котором
воздух продувается через расплавленное
железо, может доходить до 800 т стали
в
день. Да и
спрос на железо сейчас невелик, потому
что сталь и дешевле,
и
прочнее его.
Решение многих технических проблем зависит
от того, какую прочность и вязкость материала
можно
получить
при заданных
затратах. Всю промышленную революцию
в целом следует рассматривать и оценивать
на фоне
постепенно падавших
цен на железо и
малоуглеродистую сталь. Этот процесс
очень
ярко иллюстрируется историей железных
дорог.
Железные дороги начинались с деревянных
шахтных рельсовых путей, которые укладывались
для
того, чтобы облегчить
перемещение вагонеток на конной тяге.
К концу XVIII века такие деревянные
рельсы стали заменять чугунными, более
долговечными и с меньшим трением качения
для колес. Чугунные
рельсы позволили
одной
лошади тянуть по горизонтальному пути
4-5 груженых вагонеток.
Для перевозки породы это считалось вполне
удовлетворительным, и, может быть, вскоре
дальнейших улучшении
и не потребовалось бы, если бы в период
наполеоновских войн резко не
поднялись цены на корм для лошадей. Пришлось
задуматься
об использовании
для привода вагонеток добываемого в тех
же шахтах
угля. На шахтах к тому времени уже интенсивно
использовались паровые
машины для откачки и для привода лебедок,
но эти слишком
громоздкие и тяжелые (по отношению к
их мощности) стационарные машины низкого
давления
(0,2
ат) для транспортных целей
совсем не годились.
Изобретателем локомотива повышенного
давления был Ричард Тревитик (1771-1833),
гений,
умерший в бедности.
Стефенсоны
в отличие от него оба жили и скончались
в почете и богатстве. Первый локомотив
с повышенным
давлением (3,5 ат) Тревитик
построил в 1804 году, второй - в 1805
году (рис. 55).
Обе машины были удачными, но обе оказались
заброшенными. Корень
зла был один - рельсы.
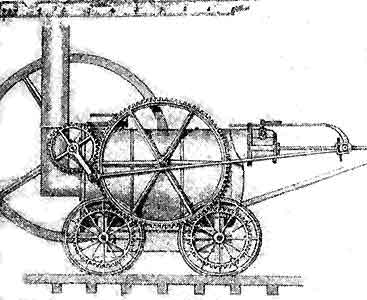
Рис. 55. Локомотив Тревитика (1805
год).
Локомотивы были дороги как в постройке,
так и в эксплуатации. Стоимость годовой
эксплуатации
паровоза,
включая
амортизацию и т.д., оценивалась почти
в 400 фунтов
стерлингов.
Несмотря на большую разницу цен на
сено и уголь, это, конечно,
намного превышало стоимость содержания
одной лошади, хотя стоимость
одной “лошадиной силы” паровой машины
была меньше цены на живую лошадь.
Локомотив мог быть экономичным
лишь
тогда, когда он либо тянул свой груз
быстрее,
либо тянул больший
груз. Но увеличить скорость мешали
работавшие на тех же линиях
лошади, поэтому машина должна была
потащить больше вагонеток.
Как известно, получить достаточное
сцепление между гладкими металлическими
колесами
и рельсами, необходимое
для того,
чтобы тянуть любой заданный груз,
не так уж трудно. Для этого на ведущие
колеса должен приходиться
такой вес,
который не
позволит им буксовать. Но именно
тут
и
заключалась трудность. Прочность
тогдашних чугунных рельсов
была небольшой -
они надежно выдерживали лишь вес
бывшей тогда в ходу трехтонной
вагонетки. Паровоз, который сам весил
три тонны,
естественно, не мог потянуть тридцать
вагонеток такого же веса.
А более тяжелый паровоз не выдерживали
рельсы, так что
локомотивы
Тревитика пришлось переделать для
стационарного использования.
После этого в истории развития железных
дорог начинается период поисков такого
сцепления
колес с полотном,
которое не разрушало бы рельсы. Сложность
в том, что первые
машины не имели рессор - не было
достаточно прочной пружинной
стали. Следовательно каждый толчок
давал перегрузку на рельсы. Паровозы
строили с восемью ведущими колесами,
так что нагрузка распределялась между
ними
(рис. 56).
Одним из наиболее
популярных решений
той же задачи были литые рельсы с
зубцами, которые сцеплялись с зубьями
колес,
как
это делается
на современных горных
дорогах (рис. 57). Эти сооружения
имели много недостатков и никогда
не работали нормально.
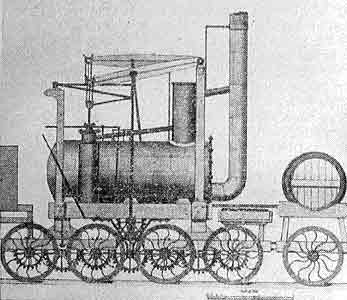
Рис. 56. Локомотив, в котором нагрузка
распределялась между восемью связанными
между собой колесами.
Амортизация обеспечивалась
только гибкими спицами.
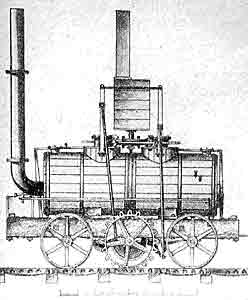
Рис. 57. Паровоз Бленкинсопа.
Джордж Стефенсон обошел отсутствие пружинной стали, снабдив
свои машины “паровыми пружинами”: он подвесил оси на поршнях,
плавающих в цилиндрах, заполненных острым паром - такая подвеска
была очень похожа на подвеску, недавно примененную в автомобилях.
Однако как только появились пружинные стали, Стефенсон отказался
от таких подвесок из-за трудностей с уплотнением поршня *.
В 1821 году Дж. Биркеншоу запатентовал метод получения рельсов
двутаврового сечения путем прокатки пудлингового железа.
Одним из первых эти рельсы применил Стефенсон, который занимался
тогда строительством железнодорожной линии Стоктон-Дарлингтон.
В паровозе Стефенсона “Ракета” (1829 год) паклевую набивку
заменили поршневые кольца.
Стоимость тонны железных рельсов Биркеншоу была примерно
вдвое выше стоимости чугунных. Однако эффективная стоимость
на милю пути оказывалась пример- но такой же, потому что
железные рельсы были прочнее, что позволяло делать их более
легкими. Длина каждого рельса была 4,5 м. (Напомним, что
длина кованых прутков, сделанных в Акрагасе в 470 году до
н.э., была такой же.)
Некоторое время спустя в Америке ту же проблему решали уже
иначе. Правда, американцы, по-видимому, вернулись к системе,
использовавшейся на шотландских шахтных линиях что-нибудь
в 1785 году. Так, на массивный деревянный рельс они укладывали
сверху тонкую полоску сварочного железа. Пути получались
довольно хорошими, но из-за того, что полосы железа крепились
к дереву гвоздями и костылями, такие крепления, ослабевая,
время от времени выходили из строя. В этом случае конец полосы
под тяжестью вагонов нередко завивался вверх, пробивая при
этом пол идущего над ним вагона (порой с роковыми последствиями
для сидящих там пассажиров).
Позже такого типа пути были реконструированы. Комбинированные
рельсы заменили обычными железными. Но в Америке еще очень
долго они были более легкими, чем в Европе, и опирались на
очень часто уложенные шпалы. Это отражало соотношение цен
на древесину и железо в Америке.
Примерно к 1860 году появилась дешевая сталь, но, чтобы вытеснить
пудлинговое железо, потребовалось почти тридцать лет. В 1883
году примерно 70% доменного чугуна, произведенного в Великобритании,
переделывалось на пудлинговое железо, вряд ли на сталь шло
более 10%. К 90-м годам сталь и железо, если можно так сказать,
поменялись местами. Железо так долго не сходило со сцены,
надо думать, потому, что, будучи слабее, а иногда дороже
стали, оно не без оснований считалось более надежным.
Первый сенсационный успех новой бессемеровской стали связан
с прорывом блокады северян во время гражданской войны в Америке.
Стальные пароходы южан (а среди них и знаменитый “Банши”)
были построены в начале 60-х годов. Имея скорость около 20-22
узлов, они с почти пренебрежительной легкостью отрывались
от флота северян, самые быстроходные суда которых развивали
скорость не более 15 узлов. Некоторые из этих стальных пароходов
закончили свою службу сравнительно недавно. Но хотя применение
стали давало очень большую экономию в весе судов, нередко
бывали и катастрофы, поэтому не случайно Британское адмиралтейство
не использовало сталь в судовых корпусах примерно до 1880
года.
Первым примером использования стали в действительно больших
и ответственных конструкциях следует считать, по-видимому,
железнодорожный мост через реку Форт в Шотландии, построенный
из мартеновской стали в 1889 году.
Сталеварение
Производство стали, особенно современной, - дело весьма
сложное. Мы расскажем о нем лишь весьма кратко. Углеродистыми
сталями
мы называем сплавы железа с углеродом, содержащие до 2%
углерода. Кроме углерода, в стали может быть немного шлаковых
включений,
а также контролируемые добавки других элементов (например,
кремния и марганца). Традиционное сварочное железо, как
вы уже знаете, почти не содержало углерода, но имело значительные
шлаковые включения, в небольшом количестве входили в него
и другие элементы. Как мы уже говорили, самая большая трудность
первых железоделателей состояла в том, что, удаляя углерод
из чугуна, они повышали точку плавления его примерно с
1150
до 1500° C, то есть за'пределы возможностей их печей. Поэтому
нельзя было удалить шлак, а чтобы получить нужную прочность
и твердость, следовало вернуть в железо часть углерода;
это можно было сделать, насыщая углеродом горячую, но уже
твердую
поверхность железа кузнечными методами.
Однако со временем температуру печей удалось несколько
поднять, и примерно в 1740 году Бенджамин Хант научился
плавить сварочное
железо с небольшой добавкой углерода в установленных в
печах глиняных тиглях. Ему удавалось проплавлять до 40
кг металла.
При этом шлак, будучи более легким, всплывал на поверхность
и его удаляли. Оставалось железо с небольшим количеством
углерода и с прежними включениями. Содержание углерода
можно было подогнать, так чтобы получить желаемую прочность
и твердость,
а свободную от шлака сталь вылить в изложницу.
Тигельная сталь была дорогой, отчасти потому, что исходным
сырьем для нее служило довольно дорогое сварочное железо.
Кроме того, качество ее было не всегда одинаковым, потому
что никакие примеси, кроме шлака, не удалялись и не контролировались.
Но даже и в таком виде тигельная сталь обычно была и дешевле,
и лучше большинства “сталей”, из которых кузнецы ковали
мечи, из нее делали высококачественный инструмент.
Если инструмент и оружие из прежних сталей имели дьявольски
твердую поверхность и мягкую сердцевину, то из тигельной
стали получались “насквозь” прочные изделия. Однако в некоторых
случаях и эта сталь подвергалась науглероживанию (цементации),
с тем чтобы уменьшить износ режущего лезвия. Так делается
иногда и до сих пор. Правда, никто сейчас не получает обычную
углеродистую сталь в тиглях, разве что делают это в экспериментальных
целях или при выплавке дорогих легированных сталей в небольших
количествах.
Бессемеровская сталь
Вплоть до середины XIX века тигельная плавка была единственным
способом получения стали, для больших конструкций использовались
лишь чугун и сварочное железо. Начало широкого промышленного
производства стали связано с именами Генри Бессемера
(1813-1898) и Роберта Мюшета (1811-1891). Бессемер был
плодовитым изобретателем.
Чутье бизнесмена позволило ему успешно запустить в дело
несколько изобретений, в том числе способ изготовления
“золотой” краски
и уплотнения графита для изготовления карандашей. Получением
стали он заинтересовался после истории с непрочными стволами
чугунных пушек во время Крымской войны.
Поставив несколько опытов, Бессемер пришел к совершенно
новой идее - удалять избыток углерода и других включений,
продувая
воздух через расплавленный чугун. В 1855 году он запатентовал
этот способ. Вначале качество получаемой Бессемером стали
было очень плохим, так как она содержала избыток окислов
и серы. Но в 1856 году Мюшет получил патенты на очень
сходный с бессемеровским процесс, отличие которого состояло
в том,
что содержание включений, не выжигаемых полностью потоком
воздуха, регулировалось добавкой так называемого зеркального
чугуна, содержащего марганец. Именно добавка марганца
в конце продувки обеспечила успех бессемеровского процесса.
Весь процесс ведется в устройстве, называемом конвертером,
который представляет собой тигель грушевидной формы,
установленный на цапфах так, что его можно наклонять.
Конвертер не имеет
наружных источников тепла. Воздух продувается через отверстия
в его дне.
Чтобы запустить конвертер, его наклоняют и через горловину
заливают в него расплавленный чугун (от 5 до 30 т железа,
содержащего около 4,3% углерода и небольшие добавки кремния
и марганца при температуре около 1200° C). Наполненный
конвертер остается лежать на боку, при этом его содержимое
располагается
так, что не блокирует донных отверстий, в которые под
давлением подается воздух. Затем конвертер поворачивается
в свое
рабочее вертикальное положение - в этом положении воздух
должен “пробулькивать”
через расплавленное железо. Вначале он окисляет содержащиеся
в расплаве марганец и кремний. Образующийся шлак всплывает
на поверхность. По традиции процесс контролируется наблюдением
за цветом и характером пламени, вырывающегося из горловины
конвертера. На этой стадии оно короткое и красновато-коричневое.
Через несколько минут марганец и кремний полностью окислены,
доходит очередь до углерода. Цвет пламени изменяется
до слегка желтоватого, языки его становятся длиннее и
беспокойнее.
Наконец, весь углерод удален, пламя спадает, и продувка
выключается.
В период продувки сжигание углерода, марганца и кремния,
которые все вместе составляют до 6% плавки, дает очень
много тепла. Его с избытком хватает для того, чтобы поднимать
температуру
в конвертере и поддерживать ее выше точки плавления,
возрастающей в процессе выгорания углерода, приходится
даже добавлять
железный лом, чтобы немного охладить расплав, иначе повреждается
огнеупорная футеровка конвертера.
К концу продувки получается почти чистое железо. Обычно
в него требуется добавить немного углерода и марганца,
иногда
- кремния. Для этого используется твердый углерод в том
или ином виде и зеркальный чугун, который имеет высокое
содержание
названных элементов. Марганец нужен в стали сам по себе
как легирующий элемент, а кроме того, он регулирует содержание
серы которая не удаляется бессемеровским процессом.
Сера доставляет много забот сталеварам. Она не окисляется
до SO2, как можно было бы ожидать а образует сульфид
железа FeS, который имеет ту особенность, что растворяется
в жидком
железе и не растворяется - в твердом. Поэтому сульфид
железа выделяется на границах зерен при охлаждении стали
и ослабляет
сталь (см. главу 3). Добавка марганца превращает FeS
в MnS, который нерастворим в жидкой стали и поэтому переходит
в
шлак. Марганец снижает также растворимость кислорода
в
стали, что опять-таки полезно, поскольку кислород стремится
осесть
на границах зерен.
На конференции сталеваров в 1856 году Бессемер описал
свой процесс в докладе “О производстве ковкого железа
и стали
без топлива”. Энтузиазм аудитории и авторитет Бессемера
были таковы, что немедленно было собрано по подписке
в счет патентного
вознаграждения 27 тысяч фунтов стерлингов, после чего
участники собрания разъехались по домам и принялись за
устройство
своих конвертеров.
Но случилось так, что никто из них не смог получить сколько-нибудь
удовлетворительной стали: бессемеровский процесс был
очень чувствительным к сорту чугуна и, кроме того, требовал
некоторых
навыков. Не удивительно, что репутация Бессемера значительно
пострадала. Тогда он построил полноразмерную действующую
модель своего конвертера у себя в лаборатории на Сент-Панкрас
и стал демонстрировать процесс сталеварения тем, кто
купил у него лицензии. Но при этом он не столько стремился
“обменяться
опытом”, сколько старался показать некомпетентность слушателей
и зрителей. Поэтому антпбессемеровские настроения росли,
и новый способ получения стали никто не хотел внедрять.
В конце концов в 1850 году Бессемер построил собственный
сталелитейный
завод в Шеффилде, его сталь пользовалась большим спросом.
Особенно покупали ее французское и прусское правительства
для производства пушек. Явный успех бессемеровской стали
заставил металлургов всего мира покупать у него лицензии.
Часть доходов Бессемера пошла на строительство парохода
“Бессемер”, который должен был курсировать через Ламанш.
Его большой
роскошный салон первого класса был подвешен, подобно
конвертеру, на цапфах. Предполагалось, что он будет всегда
сохранять
одно и то же положение относительно уровня моря. Бороться
с морской болезнью пассажирам должен был помогать свежий
воздух, в изобилии подававшийся в салон с помощью прихотливой
системы труб, заделанных в пол. Однако на практике оказалось,
что даже при весьма спокойном море салон раскачивался
совершенно угрожающе. Едва судно вышло в свой первый
рейс, как раздались
истошные крики пассажиров. Салон “Бессемера” сохранился
и до наших дней, но в качестве... оранжереи в каком-то
саду
неподалеку от Дувра.
В настоящее время сталь, полученная прямым бессемеровским
путем, составляет лишь около 10% общего производства
стали, но непрерывно развиваются модернизированные и
более сложные
варианты бессемеровского процесса. В процессе Калдо,
например, конвертер продувается не воздухом, а кислородом;
добавочное
тепло, получающееся при этом, используется как для плавки
флюса, изгоняющего из стали серу, так и для переплавки
лома. Однако большой износ огнеупоров и стоимость кислорода
могут
свести на нет преимущества этого процесса.